Quản lý kho với một dây chuyền đồng bộ và thông minh là chìa khóa để nâng cao hiệu quả kiểm kê thiết bị công nghệ và tối ưu hóa quy trình tại nhà máy.
Vai trò của quản lý kho trong nhà máy
Việc quản lý thiết bị và kho trong nhà máy luôn đi kèm với nhiều thách thức, đặc biệt là với các hệ thống quản lý truyền thống. Một số vấn đề phổ biến mà doanh nghiệp thường gặp phải như khó kiểm soát số lượng, thất thoát tài sản,… khiến cho quá trình kiểm kê kéo dài và làm chậm hoạt động doanh nghiệp
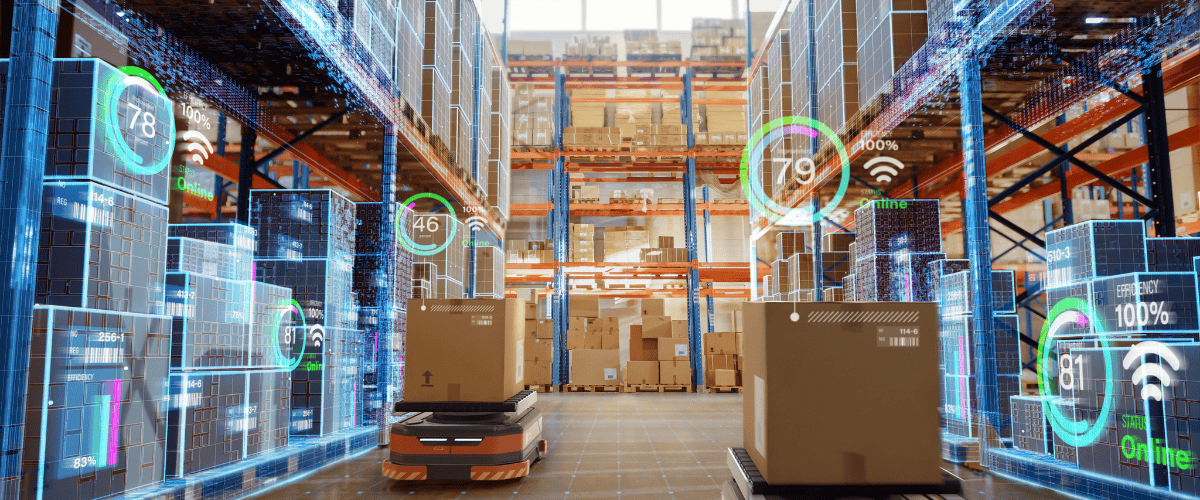
Để giải quyết các vấn đề trên, quản lý kho thông minh chính là giải pháp toàn diện giúp doanh nghiệp tối ưu hóa quy trình vận hành. Một hệ thống quản lý kho hiệu quả không chỉ giúp lưu trữ và bảo quản thiết bị mà còn hỗ trợ quy trình kiểm kê trở nên nhanh chóng và chính xác hơn.

Lợi ích đồng bộ dây chuyền quản lý kho trong nhà máy
- Kiểm kê tự động: Hệ thống quản lý thông minh có thể tự động cập nhật dữ liệu tồn kho theo thời gian thực, giúp giảm thiểu sai sót.
- Tăng hiệu quả sử dụng: Các thiết bị công nghệ được quản lý khoa học, dễ dàng truy xuất và giảm thời gian tìm kiếm.
- Bảo mật cao: Quản lý truy cập vào kho với các công nghệ như RFID hoặc mã PIN, giúp giảm thiểu thất thoát và bảo vệ tài sản.
- Kết nối đồng bộ: Tất cả dữ liệu được lưu trữ trên một hệ thống trung tâm, dễ dàng tích hợp với các phần mềm quản lý khác.
- Tiết kiệm thời gian và chi phí: Với quy trình kiểm kê nhanh chóng, nhà máy có thể giảm thiểu chi phí lao động và tăng hiệu suất sản xuất.
Tối ưu hóa hiệu quả quản lý bằng giải pháp hiện đại
Để xây dựng một hệ thống quản lý kho thông minh toàn diện, doanh nghiệp cần tập trung vào các giải pháp mang tính đột phá và đồng bộ. Một số gợi ý quan trọng bao gồm:
- Ứng dụng công nghệ hiện đại: Đầu tư vào các thiết bị lưu trữ thông minh như tủ smart locker và hệ thống IoT để tối ưu hóa việc quản lý tài sản.
- Đào tạo nhân viên: Cung cấp các khóa đào tạo để nhân viên hiểu rõ và vận hành hệ thống quản lý kho một cách hiệu quả.
- Phân tích và tối ưu quy trình: Sử dụng dữ liệu từ hệ thống quản lý để phân tích hiệu suất và cải thiện quy trình khi cần thiết.
- Liên kết các hệ thống: Đồng bộ hóa dữ liệu từ kho với các bộ phận khác trong nhà máy như sản xuất và nhân sự để tạo nên một hệ sinh thái vận hành toàn diện.

Ứng dụng tủ smart locker trong quản lý kho
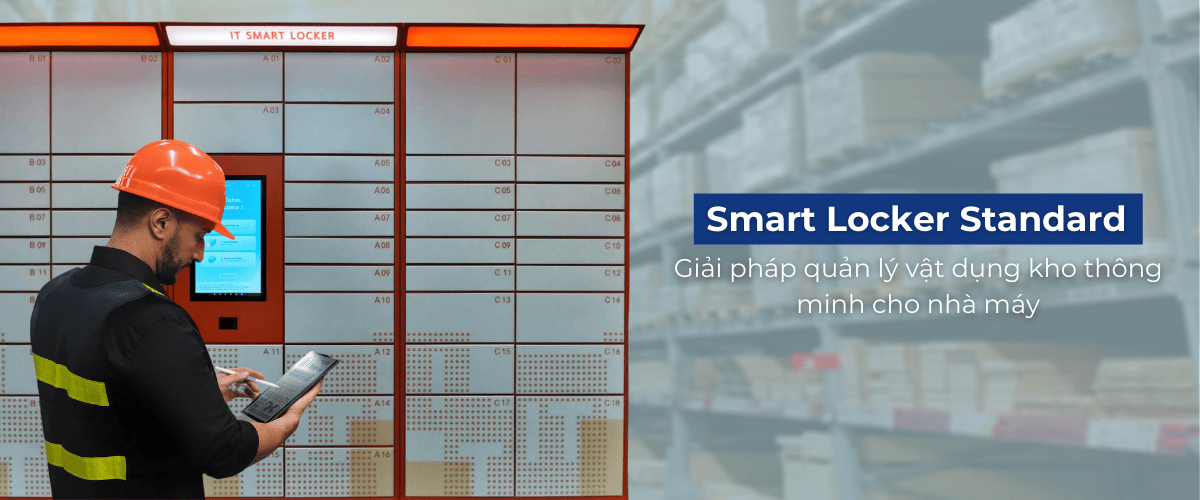
Trong các giải pháp quản lý kho hiện đại, tủ smart locker đang trở thành lựa chọn tối ưu nhờ khả năng lưu trữ an toàn và tích hợp công nghệ thông minh. Một trong những sản phẩm nổi bật là smart locker standard.
Lợi ích nổi bật của tủ smart locker standard cho nhà máy:
- Lưu trữ linh hoạt: Tủ smart locker có thiết kế đa dạng, phù hợp với nhiều loại thiết bị và vật tư, từ các công cụ nhỏ gọn đến các thiết bị lớn hơn.
- Kiểm soát truy cập thông minh: Tích hợp công nghệ RFID và mã PIN giúp đảm bảo chỉ những người được cấp quyền mới có thể truy cập kho.
- Quản lý lịch sử sử dụng: Mọi thông tin truy cập và sử dụng thiết bị được ghi nhận chi tiết, giúp dễ dàng theo dõi và phân tích.
- Tích hợp hệ thống đồng bộ: Tủ smart locker dễ dàng kết nối với phần mềm quản lý kho, tạo nên một hệ thống lưu trữ và kiểm kê đồng nhất.
- Tiết kiệm thời gian: Nhân viên có thể nhanh chóng truy xuất thiết bị cần thiết chỉ trong vài giây, giảm thời gian chờ đợi trong quy trình sản xuất.
Quản lý kho thông minh là bước tiến không thể thiếu trong các nhà máy hiện đại. Việc đồng bộ quy trình kiểm kê thiết bị công nghệ không chỉ giúp tối ưu hóa vận hành mà còn giảm thiểu thất thoát, tiết kiệm thời gian và nâng cao hiệu quả sản xuất.
Với sự hỗ trợ từ các giải pháp tiên tiến như smart locker standard, doanh nghiệp không chỉ cải thiện hiệu quả quản lý kho mà còn xây dựng một hệ thống lưu trữ an toàn, hiện đại và đồng bộ. Hãy bắt đầu đầu tư vào những giải pháp thông minh để đưa nhà máy của bạn lên một tầm cao mới!




 LockerandLockVietnam
LockerandLockVietnam kd@lockerandlock.com
kd@lockerandlock.com 0938 989 276
0938 989 276